



| TC820si | TC820LTYsi | |
|---|---|---|
Capacity |
||
| Height of Centers | 41.3″ | 47.3″ |
| Maximum Swing | 15.75″ | 15.75″ |
| Swing Over Carriage Cover | 11.81″ | 12.59″ |
| Maximum Turned Length (varies with workholding) | 20″ | 19.29″ |
| Maximum Turned Diameter | 8.66″ | 8.66″ |
| Tool Section Max | 0.75″ | 0.75″ |
| Rapid Speeds | 787 IPM on Z Axis 590 IPM on X Axis |
787 IPM on X and Z Axes 590 IPM on Y Axis |
| X-Axis Travel | 6.90″ | 8.11″ |
| Y-Axis Travel | n/a | 2.75″ |
| Z-Axis Travel | 20.8″ | 19.69″ |
Headstock |
||
| Spindle Nose Front | A2-6 | A2-6 |
| Chuck Diameter | 7.88″ | 7.88″ |
| Drawtube Thread | M74 x 2.0 x 35 mm | M74 x 2.0 x 35 mm |
| Bar Capacity | 2.56″ | 2.56″ |
| Spindle Bore | 3″ | 3″ |
| Spindle Front Bearing Diameter (ID) | 4.33″ | 4.33″ |
| Number of Bearings | 4 | 4 |
| Drive System | Belt drive | Belt drive |
| Spindle Speed Range RPM | 10 - 4,000 | 10 - 4,000 |
| Spindle Motor Brake | n/a | Yes |
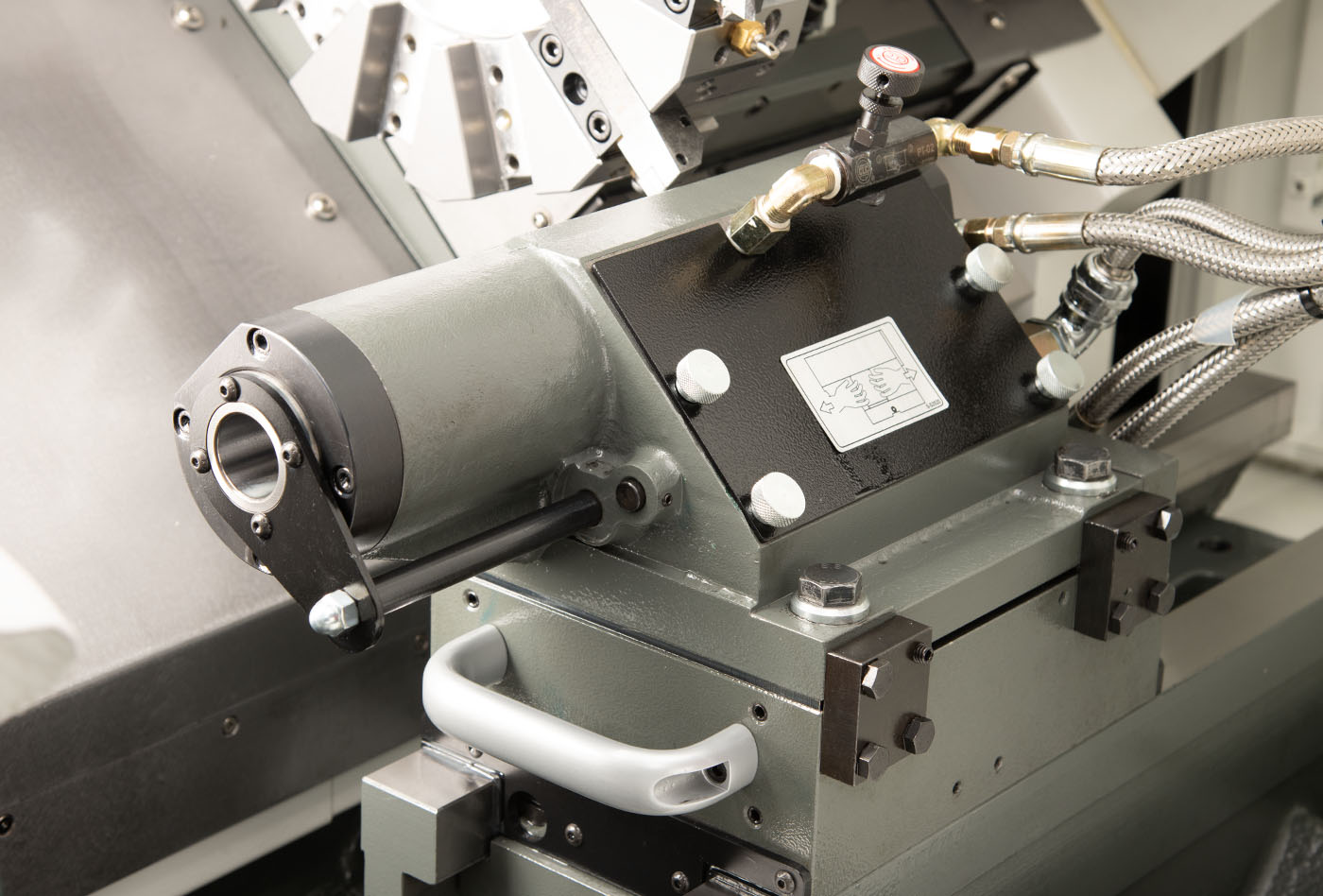
Tailstock |
||
| Quill Travel | 4.13″ | 4.72″ |
| Quill Diameter | 2.36″ | 2.95″ |
| Quill Taper Hole | MT4 | MT4 |
Spindle |
||
| Motor Peak Horsepower (480V) | 38 HP | 38 HP |
| Motor Continuous Horsepower (480V) | 14.75 HP | 14.75 HP |
| Maximum Torque | 100 ft-lbf @ 2,000 RPM | 100 ft-lbf @ 2,000 RPM |
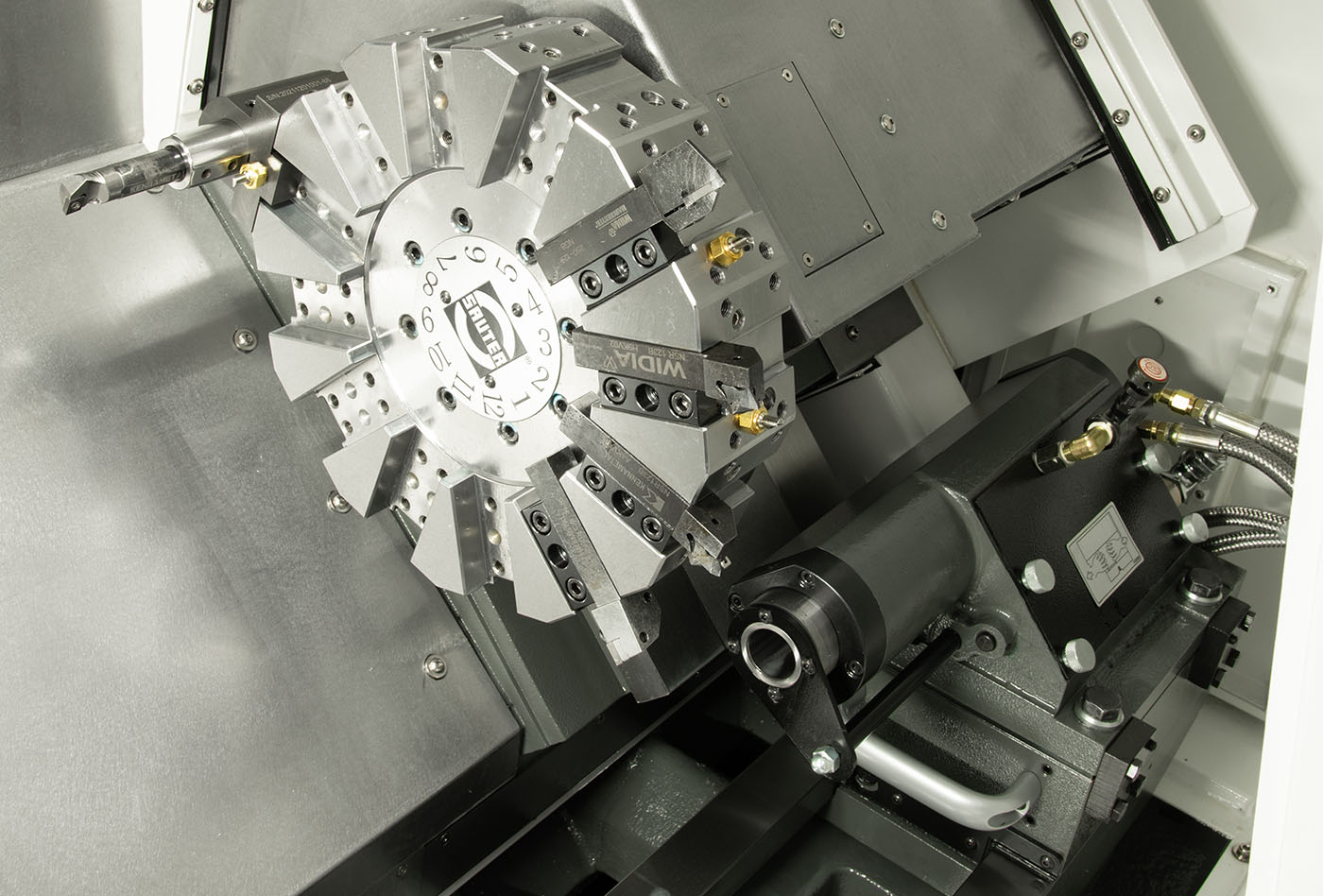
Turret |
||
| Number of Tools | 12 Stations (Bolt-On) | 12 Live Tool Stations (BMT45) Up to 24 Stations (BMT45, half index option) |
| Turning Tool Shank Dimensions | 0.75″ x 0.75″ | 0.75″ x 0.75″ |
| Maximum Boring Bar Diameter | 1.5″ | 1.25″ |
| Live Tooling Peak Power (480V) | n/a | 4,500 RPM |
| Live Tooling Max Torque | n/a | 51.52 Nm |
Power Requirements - Machine |
||
| Voltage | 480V 208V with transformer option |
480V 208V with transformer option |
| Amps Full Load Current | 38A @ 480V 87A @ 208V |
39A @ 480V 90A @ 208V |
| Phase/Hz | 3/60 | 3/60 |
Dimensions |
||
| Net (L x W x H), lbs. | 117″ x 80″ x 65″ 8,000 lbs |
128″ x 82″ x 79″ 9,700 lbs |
| Shipping (L x W x H), lbs. | 120″ x 90″ x 87″ 8,500 lbs |
138″ x 90″ x 89″ 10,700 lbs |
Other |
||
| Coolant Reservoir Capacity | 33 gal | 50 gal |
| Coolant Pump Delivery | 5.3 GPM @ 30 PSI | 5.3 GPM @ 70 PSI |
| Chip Wash Delivery | n/a | 7.9 GPM @ 11.6 PSI |
| Way Lubrication Capacity | 3 liters | 3 liters |
| Way Lubrication Oil Type | ISO VG 68 or 20 W | ISO VG 68 or 20 W |
| Hydraulic Oil Capacity | 11 gal | 11 gal |
| Hydraulic Pump Type | Combination pump vane | Combination pump vane |
| Chip Conveyor Motor | 200 Watts | 200 Watts |
| Way Surface Hardness | HRC 48~52 | HRC 48~52 |

The LNS Quick Load Servo 80 S2 Bar Feeder allows for continuous machining with little or no operator intervention. With quick changeovers from one part run to another and a library of up to 500-part programs this servo driven bar feed will drastically increase productivity.
Equipped with an automatic diameter changing system, centerline and bar loading fingers adjust automatically as the new bar diameter is entered, no manual adjustment is required reducing changeover time to a minimum. The LNS servo motor control technology guarantees accurate bar feedout control with or without turret help and prevents hitting the turret with its soft touch positioning.

A low cost device to easily automate your machine. Simply mount on the turret and run bars .125″ to 2.25″ automatically.

ROYAL QUICK-GRIP™ PULLBACK CNC COLLET CHUCK. Traditional pullback design utilizing Royal QG-65 collets allow for a bar capacity of 2.66” and runout on the closing angle within 0.0002" TIR.
ROYAL QUICK-GRIP™ PULL-TO-A-STOP CNC COLLET CHUCK. Adjustable stop guarantees precise, consistent z-axis part positioning and enables very aggressive cutting. Utilizing Royal QG-65 collets allow for a bar capacity of 2.66” and runout on the closing angle within 0.0002" TIR.
ROYAL LOW-PROFILE 5C PULLBACK CNC COLLET CHUCK. Traditional pullback design provides a simple, low-cost method for utilizing popular 5C collets, guaranteed to run within 0.0002″ TIR. Compact dimensions allow for superior tool clearance and Z-axis travel.

The fully programmable TRAK Part Catcher is designed to catch finished parts up to 2.3″ in diameter and 4.25″ in length as they are cut off, facilitating unattended machining. Collected parts are stored in a bin for easy access while the machine operates.

The TRAK Oil Skimmer is operated by a button on the control panel or may be integrated into your program with the use of M code.

The TRAK high pressure coolant system allows coolant at 220 psi to be delivered directly through the turret and cutting tool efficiently dissipating chips and heat from pockets and holes during machining. This greatly enhances cutting performance, accuracy, surface finish and tool life.

The TRAK Transformer for the TC820 transforms from S/B 208v to 408v, factory mounted in an enclosure on the top of the machine.

Chip cart that fits under the chip conveyor to collect chip remains. Wheels, coolant drain and dumping system for ease of use.

Bolt-On Toolholder Kit; includes 8 wedge clamps for 0.75″ tooling, 3 boring bar holders with 1.25″ bore, 1 slide tool holder and accompanying coolant fittings.

The USB Memory option consists of an industrial-grade Delkin® Thumb drive. This device is unsurpassed for reliability and speed of file access and is the storage of choice for our own software engineers.
")
3D Solid digital twin of your part, faithful in every programmed detail. You can check your program by close inspection of each detail using the touchscreen operation of the 19″ screen of the SINUMERIK ONE.
A combination of Siemens options that, together, adds internal memory to the SINUMERIK ONE to bring in and integrate large files (such as CAD and CAM).
Open DXF files on the SINUMERIK ONE to easily transfer data into your program. Program faster and reduce errors on programming dimensions. Open and use elements of multiple DXF files in the same program. Works within all the programming methods. Easily command specific features from drawing elements. Set your own part reference independent of the drawing origin.
Run the programmed moves by turning the handwheel. You control the feedrate by moving the Manual Pulse Generator on the control panel and the actual programmed path is moved. Adjust the relationship between the handwheel turns and the feedrate with 4 different resolution settings. Seamlessly go between Handwheel Run and fully automatic CNC run. Great for setups and for confidence making that first part!
Enables the use of an external memory device for running and editing programs. Allows your memory device to function like an expansion of your internal SINUMERIK ONE memory, without any restrictions on programs, subprograms, commands or even transferring to another machine.
Run MyVirtual Machine gives you rich simulations offline. You can program and optimize your jobs while your machine is running a different job.
ARTICLE: Run MyVirtual Machine — The Digital Twin of the Machine Application
3D Solid model graphics real time while running a program. It is a great way to check the progress of your job, especially when you are running a lot of coolant.
True conversational programming you can do right on the shop floor. Write complete part programs or insert a feature within another program. With guidance from Animated Elements, Tool Tips, Dynamic Graphics, Canned Cycles and Context-Sensitive Help to guide you can create programs with ease. You won’t have to go back to the person who programmed the part to fix or add to your program.
")
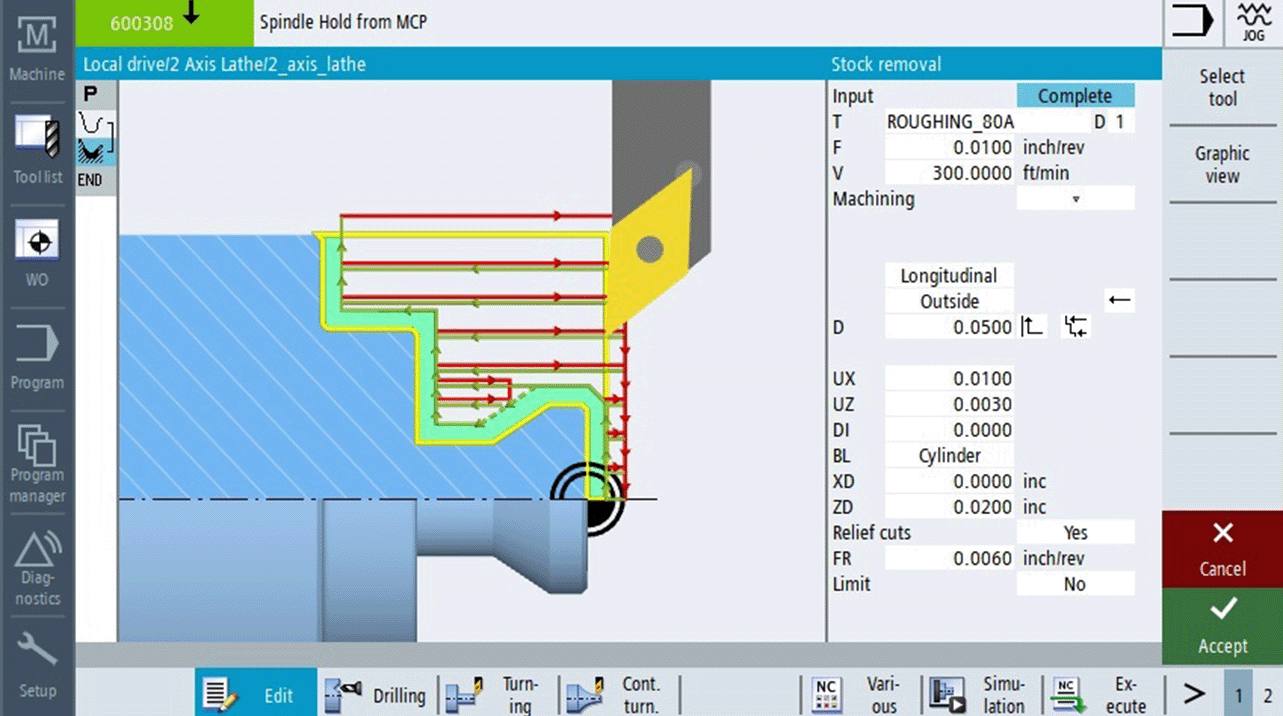
The SINUMERIK ONE automatically recognizes Rest Machining situations. Simply call up the Residual Machining canned cycle, enter a few simple inputs and the control does the rest.
Match the tool to the operation for fastest machining: large tool for hogging, smaller tool for regions the large tool won’t reach. Multiple Residual Machining cycles in the same feature gives you the flexibility to minimize cycle times.
The OPC UA (Unified Architecture) standard is particularly suitable for data exchange across different levels as it is independent from specific operating systems, has secure transfer procedures and better semantic description of the data.
OPC UA not only makes data available, but also provides information about the data (e.g. data types). This enables machine-interpretable access to the data.

A power module with integrated infeed, motor modules for 4 axes (spindle and 3 feed axes). The combi drive has integrated external fans inside the heat sink installed on the back of the drive. It has an integrated brake control function for the motor holding brake and temperature sensor that activates an alarm if the temperature goes above the set threshold.

SINUMERIK ONE offers modularity, openness, flexibility and uniform structures for operation programing and visualization. It has integrated drive system SINAMICS S120 and S7-1500 PLC for medium and high-performance application. It offers high flexibility, excellent dynamics response, precision and optimum integration into networks.

The elegant, minimalist MCP-398C has buttons to control the machine operation. Well positioned and clearly marked keys enable you to select X, Y, Z or spindle, select operating modes such as Jog, Auto, Manual Data Automatic (MDA), and activate various motors including augur, coolant, washdown, skimmer, and spindle cooler etc...

SIMOTICS S-1FK2 are permanent magnet synchronous motors with high overload capability and integrated encoder system for speed and position control. It uses separate power and feedback cables to connect to SINAMICS S120 servo system. The motor has a 22-bit absolute encoder and connects to drive using the advanced DRIVE-CLIQ interface.

The SIMOTICS M-1PH8 is a compact induction asynchronous spindle motor capable of handling extreme duty cycles and short rise times. It is exceptionally precise in terms of speed, torque and positioning. It uses separate power and feedback cables to connect to SINAMICS S120 servo system. The motor has 22-bit incremental encoder, it connects to the drive using the advanced DRIVE-CLIQ interface.

Throughout the operation of the SINUMERIK ONE, you will encounter Animated Elements. These clever mini-videos help you instantly grasp the underlying issue, enabling you to respond quickly and confidently.

This powerful tool works within the all the programming methods of the SINUMERIK ONE. Use graphical elements to create even complex shapes. Automatically calculates intersections and points of tangency.
Also use Contour Editor to work with elements in DXF files. Open the drawing data within the Contour Editor, then use define tool path and even edit the geometry.

Use simulations:
Probing is integrated into the Jog Mode so you can set up tools easily and quickly.
Part set up manual or with a probe.
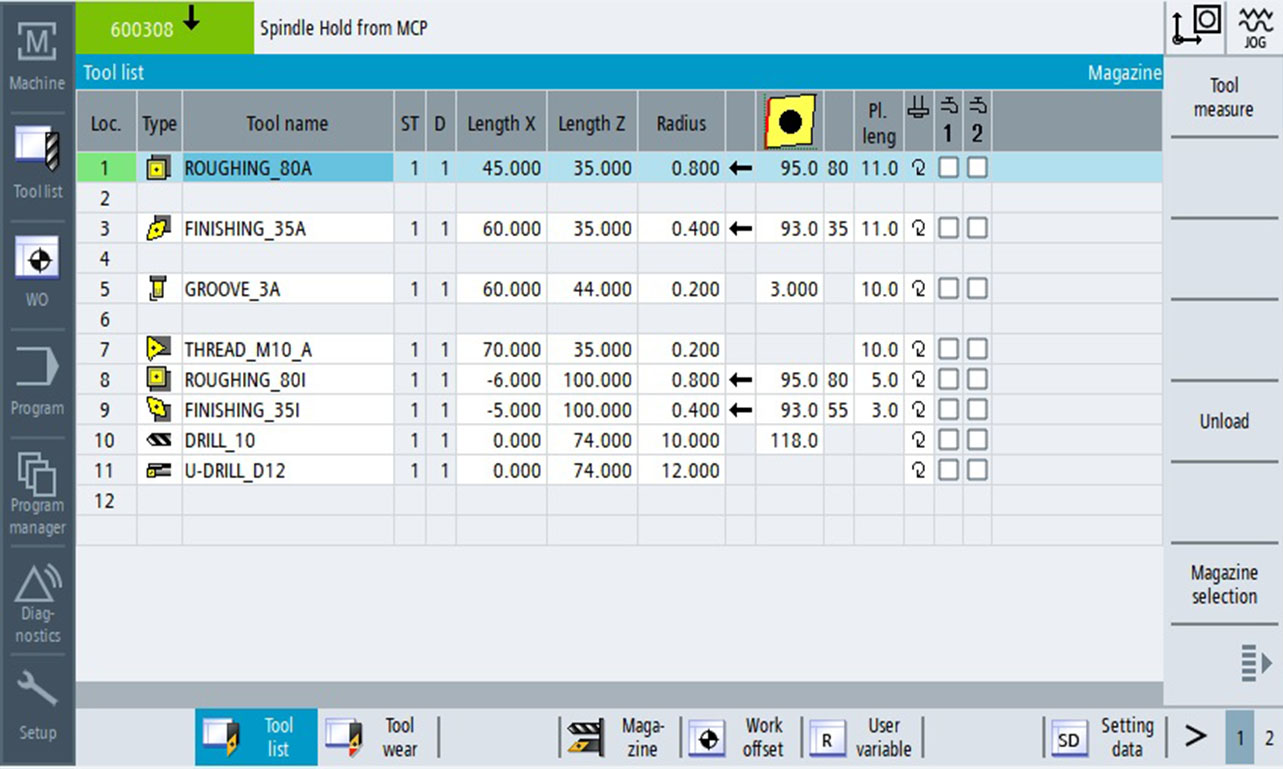
Setting tools is simple due to the icons and Animated Elements that guide your selections. You define number of flutes, tip angle, cutting edges, holder angle, tool type and even tool life. A Magazine view shows which tools are in the magazine.
A single key gives you access to features such as loading tools, activating a work coordinate or turning on a spindle. Unlike the cumbersome MDI of other production controls, all operations are commanded by answering conversational prompts. This greatly simplifies set up.
While running programs, the SINUMERIK ONE can halt the current operation and the tool tip can be jogged away from the part surface, allowing you to inspect the tool or part. the REPOS feature let’s you return to the part where the machining was stopped.
Stuff happens, power outages, tool breakage, unanticipated moves. The SINUMERIK ONE gives you unprecedented ability to get back to where you were in the part with a high degree of confidence and with minimal work. Powerful Block search and Interrupt point combine to get you started exactly where you left off or at a point before…just to make sure. This powerful routine even enables a tool retract/recover that is able to define the exact location and proper speed to recover a tap stranded by an unplanned interruption.

Open DXF files on the SINUMERIK ONE to easily transfer data into your program. Program faster and reduce errors on programming dimensions. Open and use elements of multiple DXF files in the same program. Works within all the programming methods. Easily command specific features from drawing elements. Set your own part reference independent of the drawing origin.
Enables the use of an external memory device for running and editing programs. Allows your memory device to function like an expansion of your internal SINUMERIK ONE memory, without any restrictions on programs, subprograms, commands or even transferring to another machine.
Run the programmed moves by turning the handwheel. You control the feedrate by moving the Manual Pulse Generator on the control panel and the actual programmed path is moved. Adjust the relationship between the handwheel turns and the feedrate with 4 different resolution settings. Seamlessly go between Handwheel Run and fully automatic CNC run. Great for setups and for confidence making that first part!

The SINUMERIK ONE automatically recognizes Rest Machining situations, simply call up the Residual Machining canned cycle, enter a few simple inputs and the control does the rest.
Match the tool to the operation for fastest machining: large tool for hogging, smaller tool for regions the large tool won’t reach. Multiple Residual Machining cycles in the same feature gives you the flexibility to minimize cycle times.
True conversational programming you can do right on the shop floor. Write complete part programs or insert a feature within another program. With guidance from Animated Elements, Tool Tips, Dynamic Graphics, Canned Cycles and Context-Sensitive Help to guide you can create programs with ease. You won’t have to go back to the person who programmed the part to fix or add to your program.
3D Solid model graphics real time while running a program. It is a great way to check the progress of your job, especially when you are running a lot of coolant.
Increase the number of available programable tool stations to 24 with half indexing turret positions. Have better flexibility and capacity with tool setups while still maintaining all 12 stations that accept live tools.
